0引言
冷涂锌其锌粉含量达到95%以上,单组分体系,与多种涂料具有良好的配套性,是一种防腐寿命长的防锈底漆。特别是中海油常州涂料化工研究院有限公司颁布HG/T4845-2015标准后,国内较多涂料厂相继开发、研制了冷涂锌涂料,大量应用于桥梁、电厂、机场、地铁等重点工程[1]。但很多工程或多或少地出现了涂装弊病。分析其原因,除了冷涂锌的树脂类型及涂层配套方案的影响外,主要是冷涂锌的涂装技术应用不妥。为了更好地推广、应用冷涂锌涂料,本文对北京永定门大桥钢梁外侧正确的配套方案,对冷涂锌的表面处理、无气喷涂等涂装技术特点,做一说明,供同行作参考。
1防腐涂装设计原则
防腐涂层配套体系的设计师涂装设计的核心内容,国内外防腐涂料与涂装界积累了丰富的经验。参见ISO12944-5-2017《色漆和清漆-保护漆体系对钢结构的防护》。
内容包括各类涂层配套体系以及这些配套体系所能应用于何种腐蚀环境条件,预期的涂层防护寿命;相关涂料主要成膜物质的基本化学成分和成膜过程以及每种涂料对底材表面处理的要求等。
北京永定门大桥应用锌加及AkzoNobel涂料的配套方案见表1、工艺流程见图1。
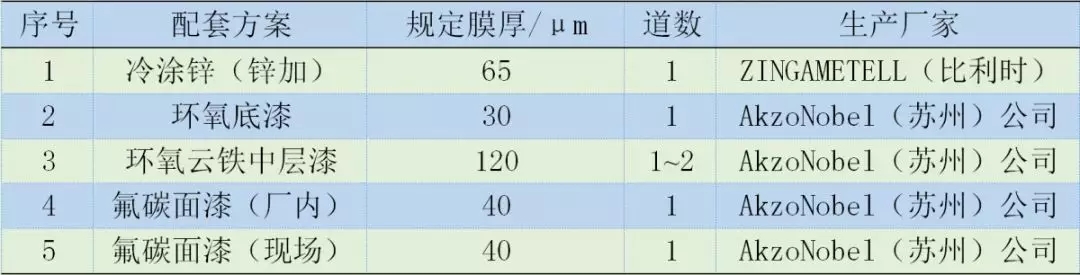
表1北京永定门大桥的配套方案

图1涂装工艺流程
在这个涂装工艺流程中,关键的是焊缝及钢结构表面缺陷处理和冷涂锌预涂两个关键工艺。特别需要强调的是,钢构件现场安装后,不能再动明火、电焊,恐引起冷涂锌层破坏,修补较为麻烦。
2表面预处理
在涂装前,除去工件表面附着物、生成的氧化物以提高表面粗糙度、提高工件表面与涂层的附着力或赋予表面以一定的耐腐蚀性能的过程。在上述的工艺流程中,以下3点为关键点。
2.1车间底漆
在桥梁制作过程中,钢板势必进入预处理工序,进行抛丸除锈,等级达到ISO8501-Sa2?级;平均粗糙度Rz=40~70μm;及时喷涂无机硅酸锌车间底漆干膜厚度15~20μm,使钢板具有三个月的防锈能力。
2.2焊缝及钢结构表面缺陷的处理
长安大桥处于ISO12944-2规定的大气环境腐蚀C4级,按照GB/T8923.3-2009规定,缺陷处理级别须达到P2级。钢结构表面处理要求与服役腐蚀环境的对应关系见表2。

表2钢结构表面待处理级别与腐蚀环境对应表
针对冷涂锌具有尖锐边缘高收缩性的特点,对下列部位必须做重点处理。按GB/T8923.3标准,达到P2级。
(1)焊渣:表面应无焊渣;
(2)气孔:表面的孔应被充分打开以便涂料渗入,或孔被磨去;
(3)咬边:表面应无尖锐的或深度的咬边;
(4)焊接飞溅物:表面应无任何疏松的和轻微附着的焊接飞溅物;
(5)弧坑:弧坑应无尖锐边缘。
2.3喷砂工艺
(1)磨料
磨料是用作喷射处理介质的天然或合成固体材料。磨料的种类和大小是决定粗糙度大小和形状的关键。与常规重防腐涂料底漆不同,冷涂锌喷砂,必须达到平均粗糙度Rz=40~65μm,不宜太大。新建设备喷砂磨料的拼配方案见表3。

表3新建设备磨料拼配方案
磨料应能满足ISO11124和ISO11126系列标准规定的要求,并且不含腐蚀性成分和影响涂层附着力的污物。不允许使用已经受*性污染的磨料。
(2)喷砂工艺的准备工作
目测检查工件上油类、脂类、盐和类似污染物存在的状况。遮蔽拟不进行喷射清理的区域。合适的清除污染物的方法可参见ISO12944-4。
(3)喷砂技术条件见表4。
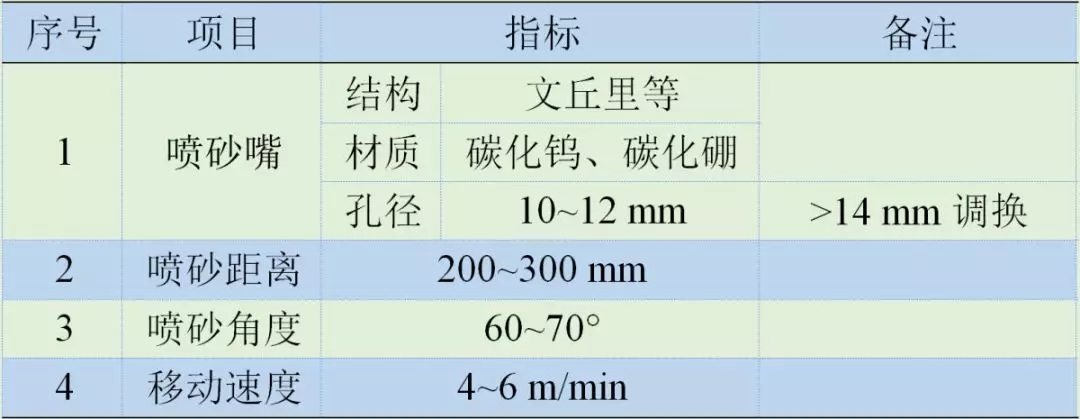
表4喷砂技术条件
通过喷砂工艺,使钢板表面平均粗糙度达到Rz=40~65μm,除锈等级达到ISO8501-Sa2级。
3预涂
预涂可以达到更好的漆膜覆盖性,在桥梁钢结构的端口不易喷到处、流水孔、排气孔、狭小角、反面难喷处、手工焊缝等难于喷涂的部位必须进行预涂(见图2)。
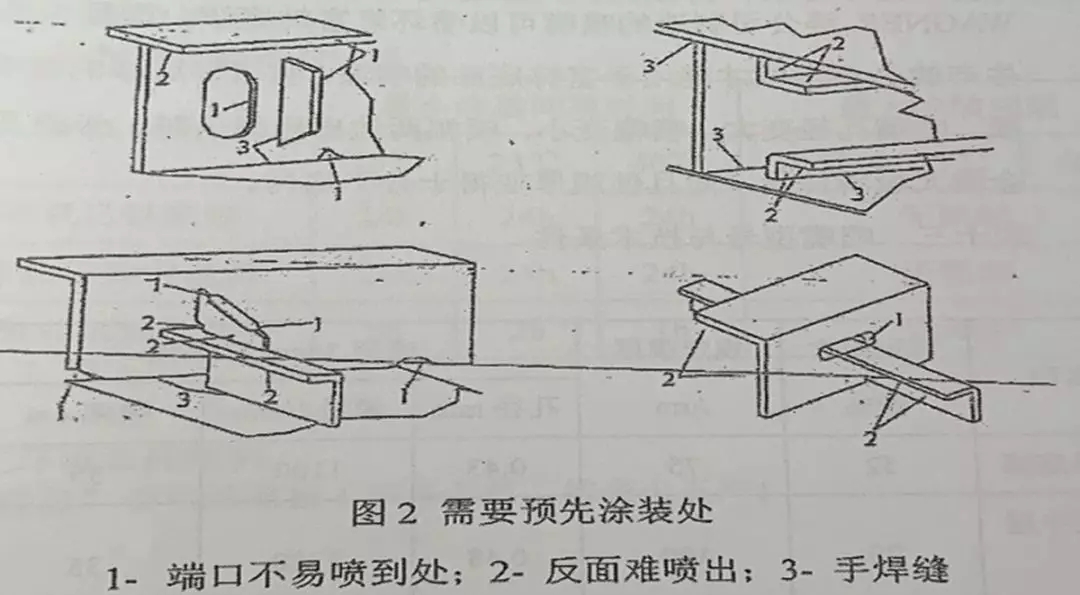
特别需要强调的是预涂需采用刷涂的办法,不能用辊涂的办法,以防止漏涂或者涂层厚度不足。
4提高冷涂锌的无气喷涂技术
4.1无气喷涂是冷涂锌主要的施工方式
无气喷涂是通过给涂料加高压,使涂料喷出时雾化成极细小微粒,雾化的涂料喷射到被涂物的表面,形成连续的涂膜。
无气喷涂法喷涂效率高,每小时可达1000㎡;由于涂料内不含空气,涂层质量好,特别是边角处成膜好;一次喷漆可获得65~80μm膜厚,减少喷漆次数,是节能环保的有效措施。
4.2必须使用富锌底漆的专用无气喷漆机
冷涂锌含有大量的锌粉,沉降速度快,需要充分搅拌,使锌粉均匀分散,喷涂过程中避免沉淀。须使用专用无气喷漆机。
喷涂操作如下:
(1)喷枪与工件之间的距离控制在250~400mm之间;
(2)喷枪尽量垂直于工件表面;
(3)喷枪移动速度为0.3~1.5m/s;
(4)喷涂施工要遵循先上后下、先难后易的原则。
4.3喷嘴的选择与及时调换
根据涂料的施工黏度及被涂工件的大小选用高压无气喷涂设备.这是保证涂层质量和耗漆量的关键。由于材质上的差异,推荐采用国外厂家,如GRACO、WIWA、WAGNER等公司的设备。每喷涂约5000m2时就要更换一个喷嘴。下列情况之一发生时,建议及时更换喷嘴:涂料雾化效果差;耗漆量变大喷幅变窄;施工效率明显降低扣枪瞬间,压力损失超过20%。
枪嘴的磨损程度和喷涂流量的对应关系见表5、涂料雾化幅度变化情况见图3。
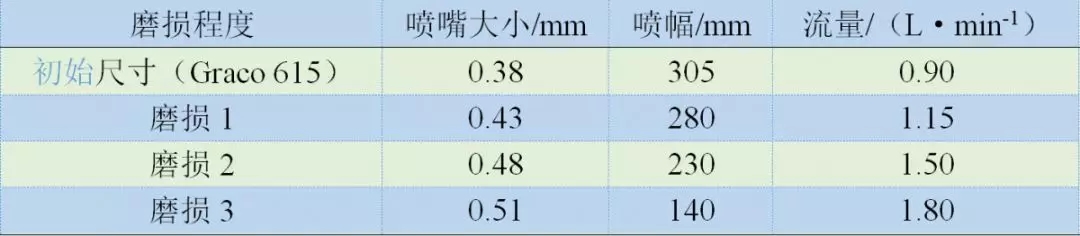
表5枪嘴的磨损和喷涂流量

图3涂料雾化幅度变化
4.4搅拌与稀释
一般冷涂锌在无气喷涂时,需用专用搅拌机进行充分搅拌,注意搅拌的速度,不能过快,以免引起涂层起泡。
5环境条件的控制
喷涂冷涂锌:钢材表面清洁、干燥;气温大于10℃;相对湿度75%~85%;钢材表面温度高于露点温度3℃以上;
喷完漆后,要保持一定的通风量,否则容易造成中层漆脱落;
冷涂锌在北方冬季必须有保温装置;存贮温度5~30℃条件下,一般存贮期为1a。
6质量保证条款
按照ISO12944-5(2017年版)的内容C411中,环氧富锌底漆、无机富锌底漆在65~80μm时配套中、面漆总膜厚达到260μm,就有大于25a的涂层使用寿命。冷涂锌含锌量高达95%,防腐性能比较高。C309及C411冷涂锌配套方案及耐久性估标见表6。

表6C309及C411冷涂锌配套方案及耐久性估标
北京永定河大桥采用C411的配套方案,涂层就有>25a的使用寿命。
三分涂料、七分涂装。做好冷涂锌的涂装,发挥冷涂锌的*作用,减少昂贵的中涂维修,以LCC全寿命分析法,评价工程的合理性。
涂层使用寿命,又称涂层的耐久性。它不是商业上的保质期,而是一个技术指标,是预期的设计寿命,是制定配套涂层达到*次大修前的时间。当涂层状态有10%表面达到ISO4268-3标准Ri3级时,通常就要进行*次大修了。此时大修是经济有效的。
7结语
以北京长安大桥冷涂锌配套设计为范本,指出了涂装工艺的关键点,设计正确的涂装工艺流程,认真进行表面处理、预涂,坚持无气喷涂法等,使涂层达到较长的>25a的使用寿命